Anomaly Detection Based Applications
- HDPE Butt Fusion and Electrofusion Joint Inspection
- Inspection of Thin-wall Feeder Tube Welds
- Inspection of Forging Defects for Bearing Raceways
- Wind Tower Weld Inspection
- Weld Inspection at Elevated Temperatures
- Hydro Turbine Blade Inspection
- Through Cap Inspection of Fillet Welds Using Flexible Polymer Wedges
Phased Array Based Applications: HDPE Butt Fusion Joint Inspection (2” & 8” Pipes)
- Client Funded Development Projects
- Designed custom wedges with polymers with Acoustic Velocities close to water
- Inspection Technique qualified using sample with embedded real flaws

Phased Array Based Applications: HDPE Electrofusion Joint Inspection (2” & 8” Pipes)
- Client Funded Development Projects
- Designed custom wedges to detect Electrofusion Wires
- Inspection Technique qualified using sample with embedded real flaws

Phased Array Based Applications: Inspection of Feeder Tube Welds
- Contracted to develop code compliant PAUT procedure for feeder tube weld inspection (in lieu of RT)
- Inspection complicated by thin wall and tight OD curvature
- Extensive simulation used to optimize technique parameters
- Qualified technique with 95% POD on planar defects with only 4% false call rate
- Used in factory to optimize welding procedure
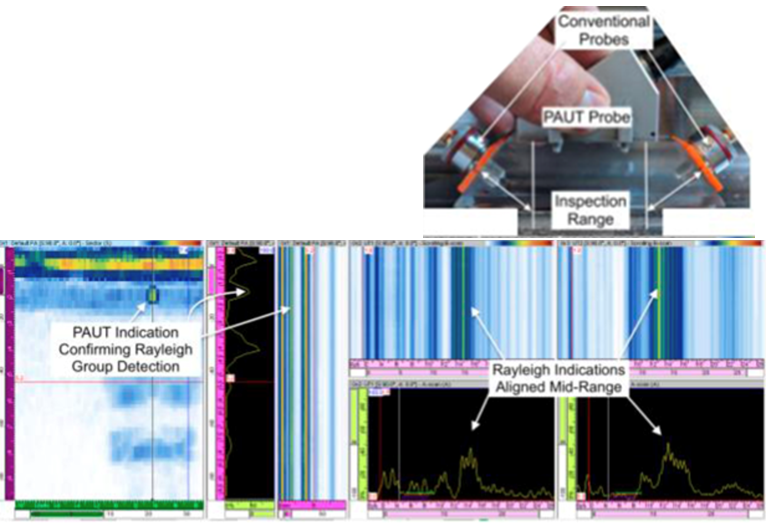
Phased Array Based Applications: Forging Defect Inspection for Bearing Raceways
- Contracted to develop inspection for near surface (0 – 3 mm deep) forging defects in bearing raceways
- Devised hybrid inspection process: highly focused PAUT inspection for 1 mm – 3 mm deep flaws plus Rayleigh wave inspection for 0 – 1 mm deep flaws
- Custom wedge designed to match curvature of raceway surface/house PAUT and Rayleigh wave probes
- Provided procedure and training materials
- Currently in use for quality control
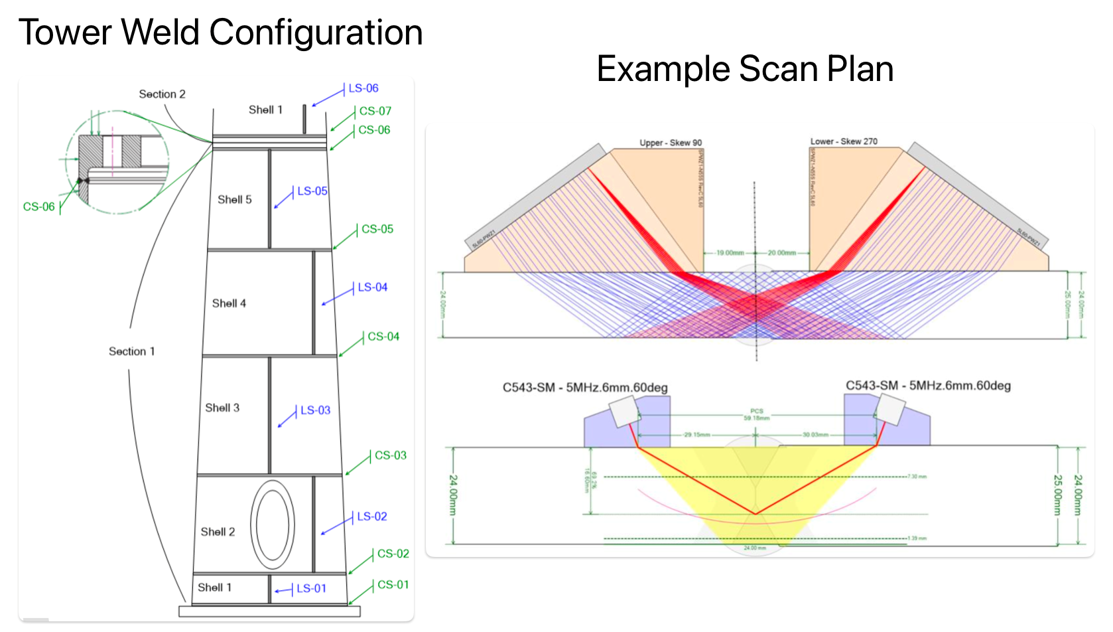
Phased Array Based Applications: Wind Tower Weld Inspection
- Contracted to develop procedure for ISO code compliant inspection of wind tower welds
- Scan plans provided for dozens of weld unique weld configurations (both PAUT and ToFD)
- Compoud scans were used instead of sectorial scans to minimize number of set-ups required
- Remote training of international crews provided
- Remote auditing of data quality and analysis results ongoing
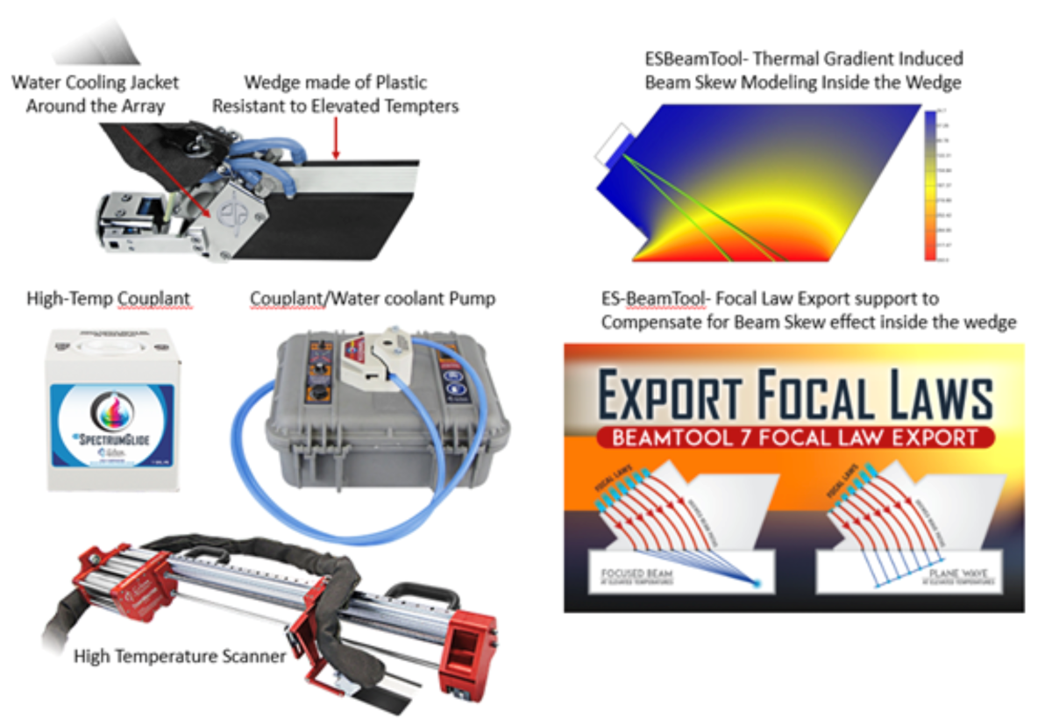
Phased Array Based Applications: High Temperature Inspection
- Developed phased array inspection system operating up to 350°C Wedge, cabling, cooling jackets, couplant engineered to withstand elevated temperatures Positioning errors and degradation in focusing due to temperature dependent velocity gradient corrected by custom focal law exports
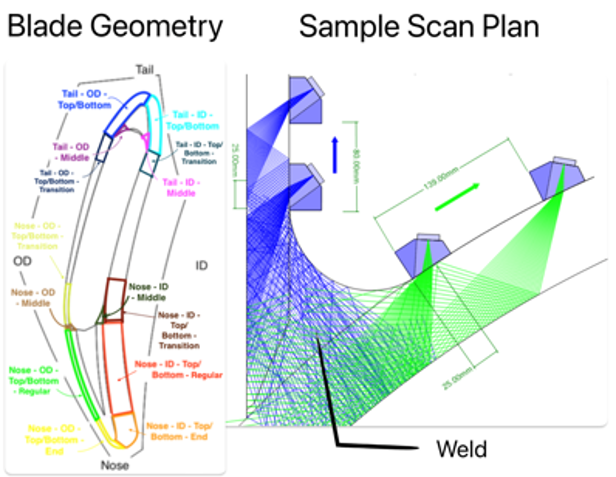
Phased Array Based Applications: Inspection of Hydro Turbine Blades
- Contracted to develop inspection procedure and calibration process for large hydro turbine blades
- Complex components with variable curvature requiring dozens of intricate scan plans
- Long travel paths required unique calibration block design
- Procedure used to perform ongoing inspections of newly welded components
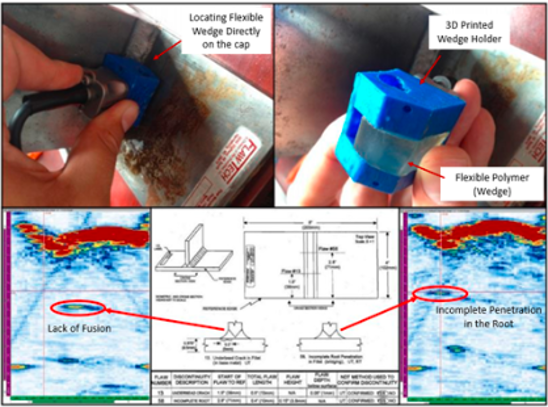
PAUT Based Applications: Through Cap Inspection of Fillet Welds Using Flexible Polymer Wedges
- Technique developed using wedges made of flexible polymers to scan directly through the weld cap
- Focused ultrasonic beams (along nominal fusion faces and the center of weld) used for detection of fusion and volumetric defects
- Acceptable coupling achieved using a thin couplant layer pressed between the weld cap and the flexible wedge material
- Technique demonstrated by detection of incomplete weld penetration and crack like defects