Applications basées sur la détection d’anomalies
- Inspection des joints par fusion butt et d’électrofusion en HDPE
- Inspection des soudures de tubes d’alimentation à paroi mince
- Inspection des défauts de forge pour les rails de roulement
- Inspection de soudure de la tour à vent
- Inspection de soudure à des températures élevées
- Inspection des pales de turbine hydroélectrique
- Inspection par capuchon des soudures en filet à l’aide de coins polymères flexibles
Applications basées sur réseau phasé : Inspection des joints de fusion en HDPE (tuyaux de 2 » et 8 »)
- Projets de développement financés par des clients
- Conception de compensations personnalisées avec des polymères avec des vitesses acoustiques proches de l’eau
- Technique d’inspection qualifiée à l’aide d’un échantillon présentant des défauts réels intégrés

Applications basées sur les réseaux phasés : inspection des joints par électrofusion en HDPE (tuyaux de 2 » et 8 »)
- Projets de développement financés par des clients
- Conception de coins personnalisés pour détecter les fils d’électrofusion
- Technique d’inspection qualifiée à l’aide d’un échantillon présentant des défauts réels intégrés

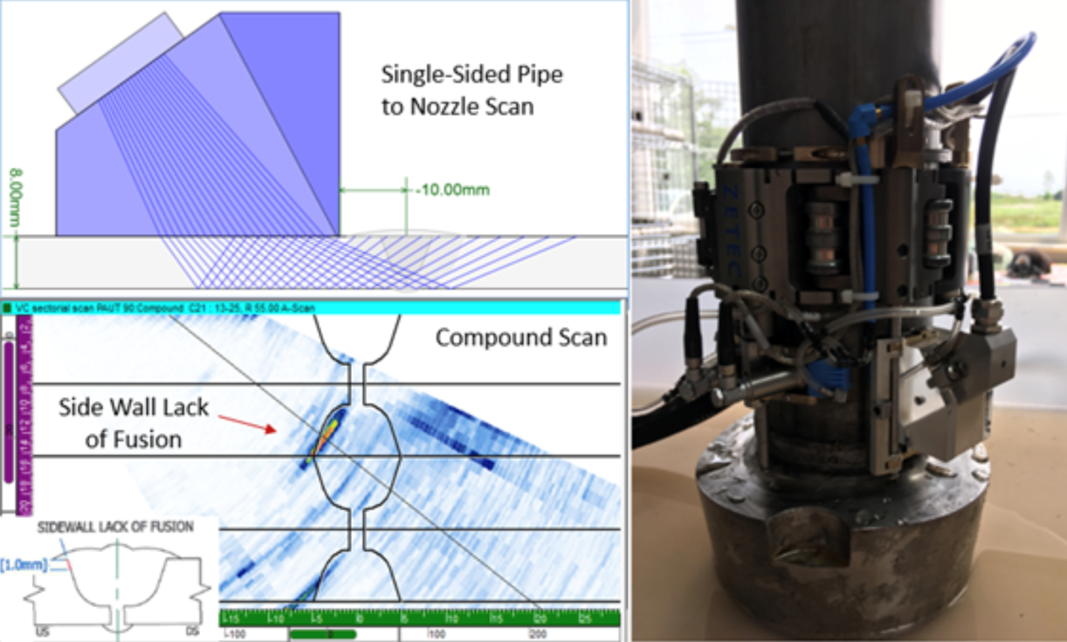
Applications basées sur des réseaux phasés : Inspection des soudures de tubes d’alimentation
- Mandaté pour développer la procédure PAUT conforme au code pour l’inspection des tubes d’alimentation (en remplacement du RT)
- Inspection compliquée par une paroi mince et une courbure OD serrée
- Simulation étendue utilisée pour optimiser les paramètres techniques
- Technique qualifiée avec 95% de POD sur les défauts planaires et seulement 4% de faux appels
- Utilisé en usine pour optimiser la procédure de soudage
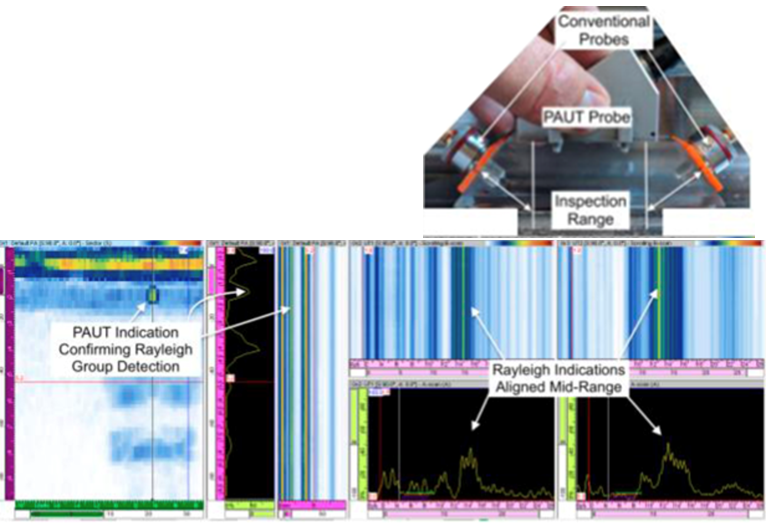
Applications basées sur des réseaux phasés : inspection des défauts de forge pour les conduits de roulement
- Mandaté pour développer l’inspection des défauts de forgeage près de la surface (0 – 3 mm de profondeur) dans les canalisations de roulements
- Procédé d’inspection hybride conçu : inspection PAUT très ciblée pour les défauts de 1 mm à 3 mm de profondeur, plus une inspection par ondes de Rayleigh pour les défauts de 0 à 1 mm de profondeur
- Coin personnalisé conçu pour correspondre à la courbure de la surface de la piste/maison des sondes PAUT et Rayleigh wave
- Procédures fournies et matériel de formation
- Actuellement utilisé pour le contrôle de la qualité
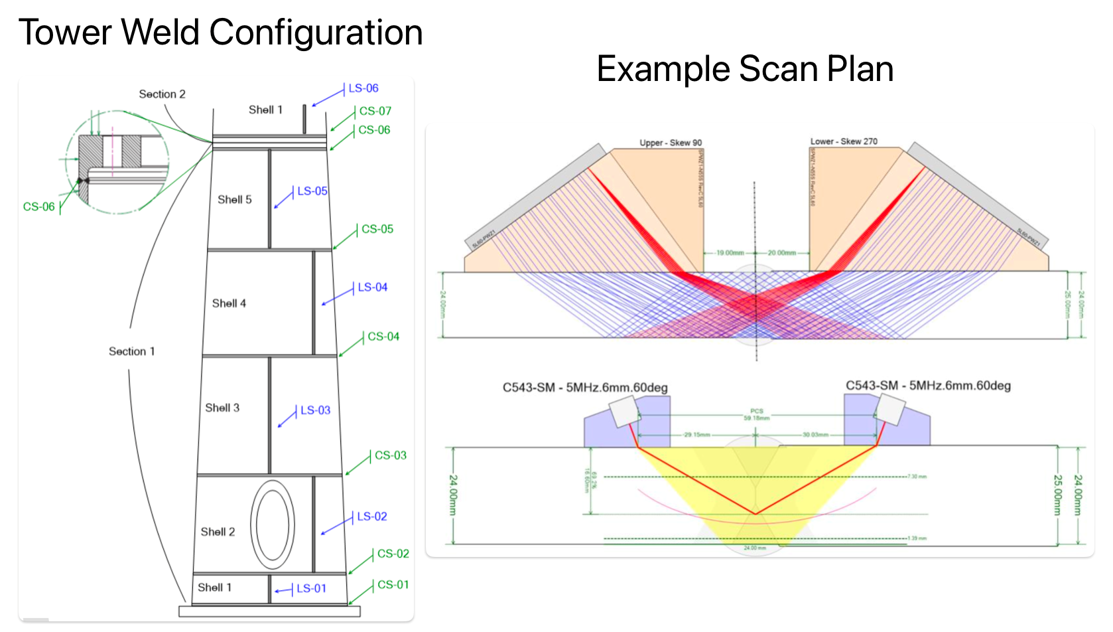
Applications basées sur les réseaux phasés : inspection des soudures dans les tours éoliennes
- Mandaté pour développer une procédure d’inspection conforme au code ISO des soudures de tours à vent
- Les plans de balayage prévoyaient des dizaines de configurations de soudure uniques à la soudure (PAUT et ToFD)
- Des balayages compoud ont été utilisés à la place des balayages sectoriels pour minimiser le nombre de configurations nécessaires
- Formation à distance des équipages internationaux offerte
- Audit à distance de la qualité des données et des résultats d’analyse en cours
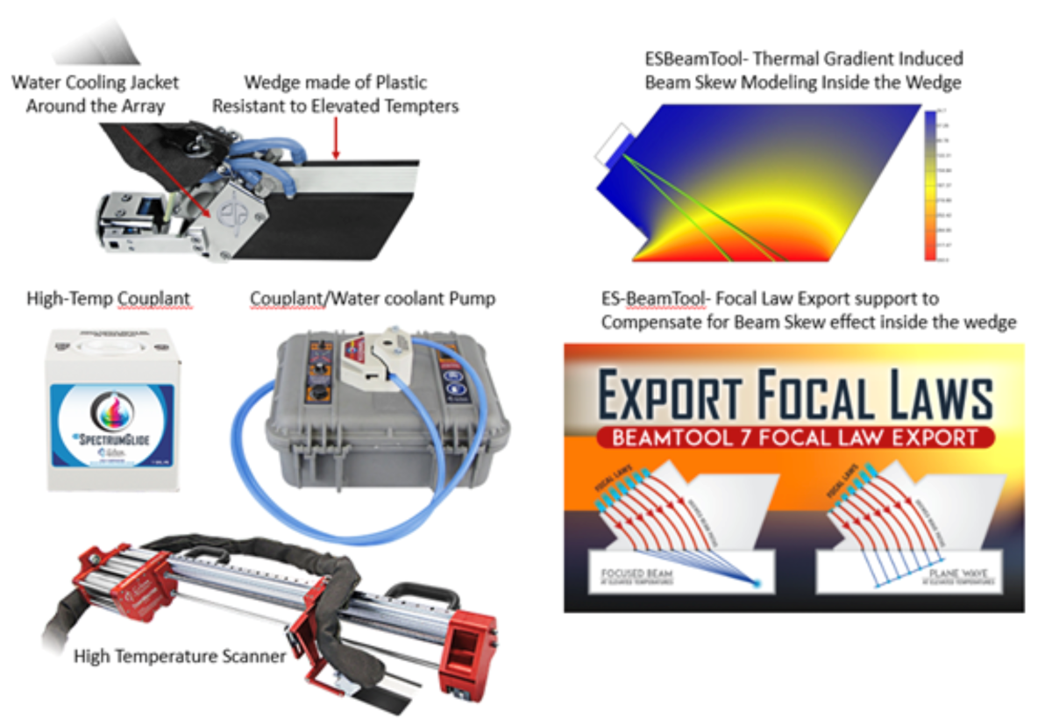
Applications basées sur les réseaux phasés : inspection à haute température
- Développement d’un système d’inspection en réseau phasé fonctionnant jusqu’à 350°C Cale, câblage, chemises de refroidissement, couplant conçu pour résister à des températures élevées Erreurs de positionnement et dégradation de la mise au point due au gradient de vitesse dépendant de la température, corrigés par des exportations de lois focales personnalisées
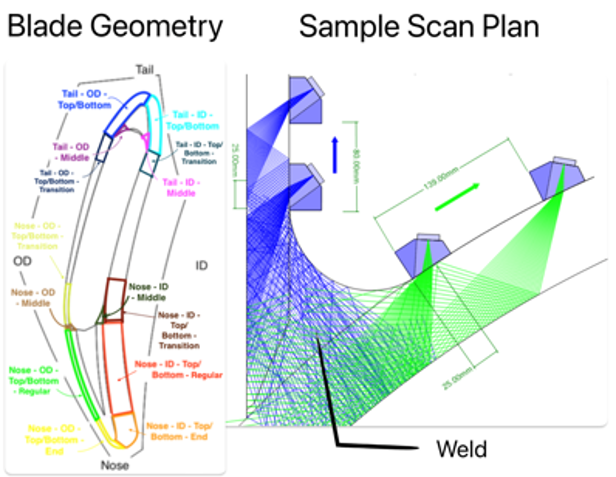
Applications basées sur des réseaux phasés : Inspection des pales de turbine hydroélectrique
- Mandaté pour développer une procédure d’inspection et un processus d’étalonnage pour les grandes pales de turbine hydroélectrique
- Composantes complexes à courbure variable nécessitant des dizaines de plans de balayage complexes
- Les longs parcours nécessitaient une conception unique de blocs d’étalonnage
- Procédure utilisée pour effectuer des inspections continues des composants nouvellement soudés
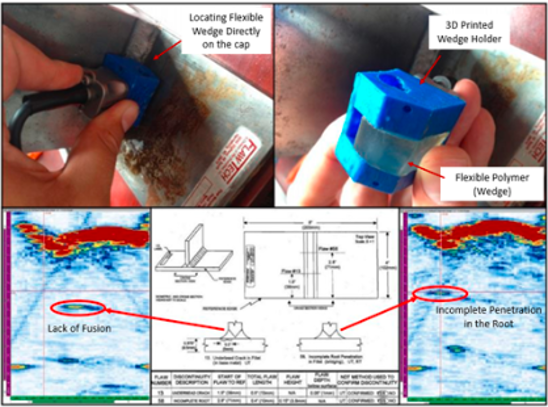
Applications basées sur PAUT : Par inspection par capuchon des soudures à filet à l’aide de coins polymères flexibles
- Technique développée à l’aide de cales faites de polymères flexibles pour scanner directement à travers le capuchon de soudure
- Faisceaux ultrasoniques focalisés (le long des faces de fusion nominales et du centre de soudure) utilisés pour la détection des défauts de fusion et de la volumétrie
- Accouplement acceptable obtenu en utilisant une fine couche de couplant pressée entre le capuchon de soudure et le matériau flexible en coin.
- Technique démontrée par la détection de pénétrations de soudure incomplètes et de défauts semblables à des fissures