
Uneven air gap, thermal rotor sensitivity and Morten effect may cause magnetic and mechanical unbalance forces that vary with load and/or thermal stabilization. The root causes may vary from rotor/stator runout variation, automatic voltage regulator tuning, post field rewind assembly error, bearing/stator cooling system thermal gradient, etc. This article provides a case study of a vertical Francis Hydro turbine and the balancing process used to achieve acceptable vibration at all operating loads.
The generator-turbine set discussed in this article is represented in Figure 1 below and is considered a group 4 machine according to ISO 20816-5:2018 (Reference 1). Unit power is not relevant to the process when we consider the hydro turbine operation as a percentage of wicket gate opening from 10% to 100% at 10% steps. Note that the minimum wicket gate opening varies for designed operating conditions (head gate level and tailrace levels) and the required operating range. The rotor mass is approximately 100,000 lbs which gives us a target displacement of less than 5.4 mils, pk-pk to achieve a G6.3 balance quality (Reference 2).
Data acquisition system consisted of system capable of 0 to 2kHz, with 3,200 lines of resolution, and appropriate sensors; 8mm radial proximity probes (200 mV/mil) at the thrust/guide bearing and turbine bearing; phase or tachometer reference (capable of speed detection below 500 rpm).
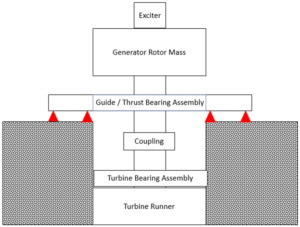
Fig. 1 – Francis Turbine, block diagram
Average Vector Balancing Process
As with any balance process we need to assess the initial or “As-Found” condition. Figure 2 below is a representation of the 1x vectors (amplitude and phase) at load increments of 10% wicket gate open. The guide / thrust bearing indicates a number of load conditions that exceed the target but some would also exceed trip parameters (refer to ISO 20816-5), whereas the turbine 1x vectors are within the target displacement amplitude. The guide / thrust bearing exhibits an average light spot vector much larger than the turbine bearing, and the requirement to average both turbine and guide/thrust vectors should be continuously assessed during the process.
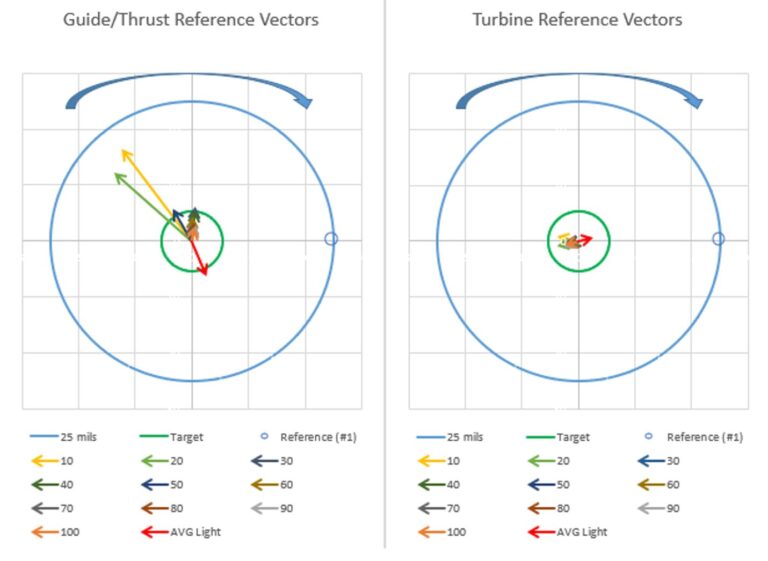
Fig. 2 – Reference 1x vectors, “As-Found”
It was decided to add a trial mass related to the guide/thrust bearing average vector only, given that the turbine bearing vector is much smaller. Previous balancing influence coefficient experience indicated 2,483 grams of clay at 290 degrees would reduce the 1x vector amplitude of 10% and 20% gate by at least 50%.
The results of the trial mass observed in Figure 3 indicates 1x vectors at all loads are within the displacement target, except guide/thrust bearing 1x vector at 10% gate.
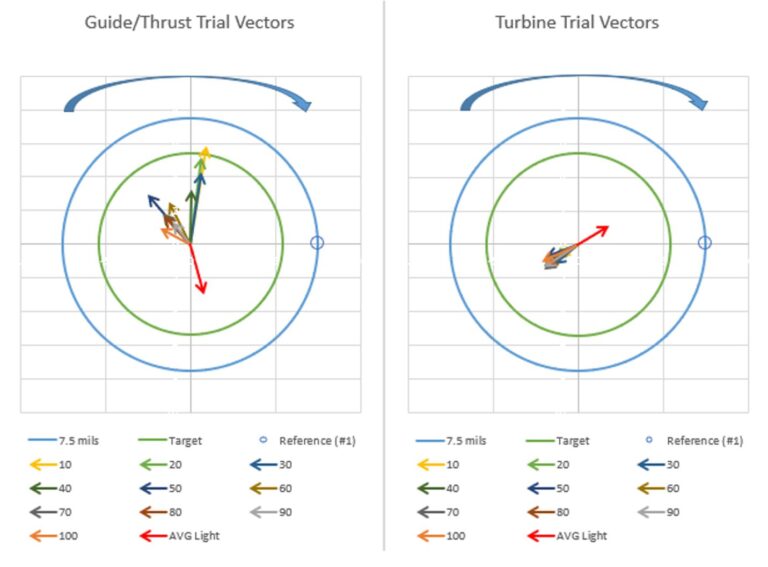
Fig. 3 – Trial 1x vectors
Since the guide/thrust bearing 1x vector is only over the target by approximately 10%, it was decided to remove the trial weight, then attach and weld permanent steel weight to the generator rotor.
The final weight ended up providing 2,457 grams of steel at 289 degrees due to remote facility manufacturing limitation. The “As-Left” 1x vectors after the final weight was added are presented in Figure 4 and they are all within the displacement target.
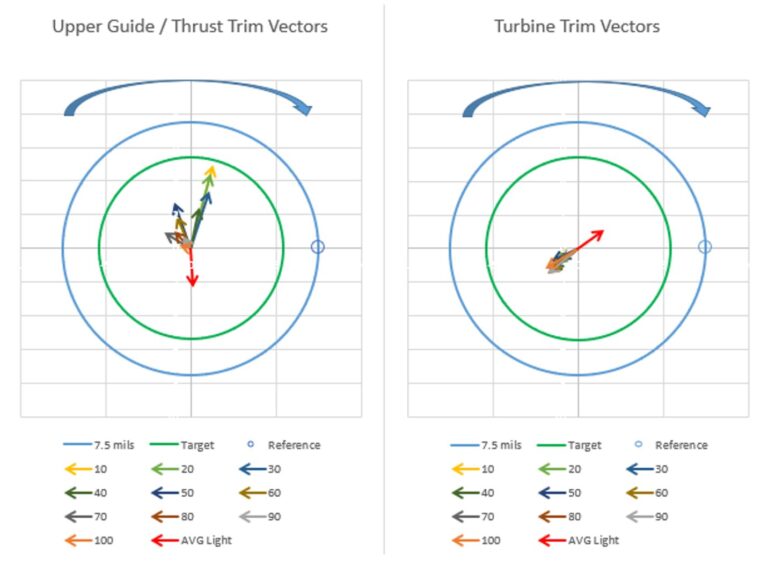
Fig. 4 – Trim or validation 1x vectors, “As-Left”
Conclusions
The “As-Left” balance quality for the average vector meets G2.5 which is better the recommended G6.3 (Reference 2). Also, the unit is suitable for unrestricted operations with appropriate monitoring (Reference 1).
References
- Mechanical vibration – Measurement and evaluation of machine vibration – Part 5: Machine sets in hydraulic power generating and pump-storage plants, ISO 20816-5:2018
- Mechanical vibration – Rotor balancing – Part 11: Procedures and tolerances for rotors with rigid behaviour, ISO 21940-11:2016.
Matthew Holmes, P.Eng.
Matthew Holmes, P.Eng. is a Category 3 vibration specialist (CMVA and VI) and professional engineer (Nova Scotia) with 25 years of experience in asset management and diagnostics for multiple industry segments (including power generation, manufacturing, marine vessels, aerospace, military weapons systems). Matthew is currently the Division Manager for Acuren’s Reliability Engineering Team supporting Acuren’s customers onsite and remotely throughout North America.



