
L’écart d’air inégal, la sensibilité thermique du rotor et l’effet Morten peuvent causer des forces magnétiques et mécaniques de déséquilibre qui varient selon la charge et/ou la stabilisation thermique. Les causes profondes peuvent varier de la variation du run-out rotor/stator, le réglage automatique du régulateur de tension, une erreur de l’assemblage post-rembobinage sur le terrain, le gradient thermique du système de refroidissement des roulements/stators, etc. Cet article présente une étude de cas d’une turbine verticale Francis Hydro et du processus d’équilibrage utilisé pour obtenir des vibrations acceptables à toutes les charges opérationnelles.
L’ensemble générateur-turbine discuté dans cet article est représenté à la Figure 1 ci-dessous et est considéré comme une machine du groupe 4 selon la norme ISO 20816-5:2018 (Référence 1). La puissance unitaire n’est pas pertinente pour le processus lorsque l’on considère le fonctionnement de la turbine hydroélectrique en pourcentage de l’ouverture de la trappe de 10% à 100% à 10% par étapes. Notez que l’ouverture minimale de la porte de guichet varie selon les conditions de fonctionnement conçues (niveau de la porte de tête et niveaux de la porte arrière) ainsi que la plage de fonctionnement requise. La masse du rotor est d’environ 100 000 lbs, ce qui nous donne un déplacement cible inférieur à 5,4 mils, pk-pk, pour atteindre une qualité d’équilibre G6,3 (Référence 2).
Le système d’acquisition de données comprenait un système capable de 0 à 2 kHz, avec 3 200 lignes de résolution, et des capteurs appropriés; des sondes de proximité radiales de 8 mm (200 mV/mil) au niveau du roulement de poussée/guide et du roulement de turbine; Référence de phase ou de tachymètre (capable de détecter la vitesse en dessous de 500 tr/min).
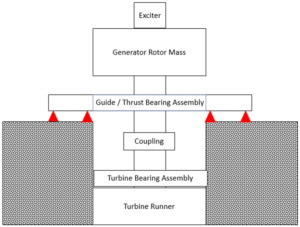
Fig. 1 – Francis Turbine, schéma bloc
Processus moyen d’équilibrage vectoriel
Comme pour tout processus d’équilibre, nous devons évaluer la condition initiale ou « telle que trouvée ». La figure 2 ci-dessous est une représentation des vecteurs 1x (amplitude et phase) à des incréments de charge de 10% de porte de guichet ouverte. Le roulement guide / poussée indique un certain nombre de conditions de charge qui dépassent la cible, mais certaines dépassent aussi les paramètres de déclenchement (voir ISO 20816-5), tandis que les vecteurs 1x de la turbine sont dans l’amplitude de déplacement cible. Le roulement guide / poussée présente un vecteur spot lumineux moyen beaucoup plus grand que le roulement de turbine, et la nécessité de faire la moyenne des vecteurs turbine et guide/poussée doit être évaluée continuellement pendant le processus.
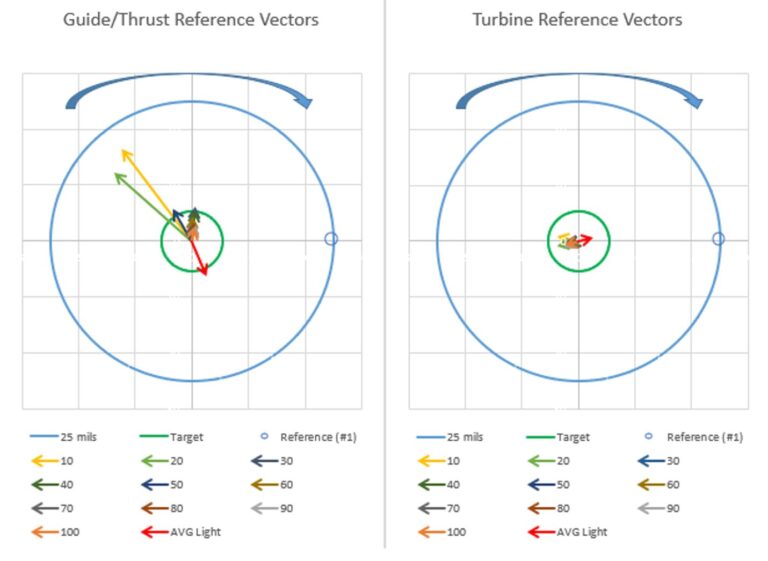
Fig. 2 – Référence aux vecteurs 1x, « Tel que trouvé »
Il a été décidé d’ajouter une masse d’essai liée uniquement au vecteur moyen guide/poussée, étant donné que le vecteur de roulement de turbine est beaucoup plus petit. L’expérience précédente des coefficients d’influence d’équilibrage indiquait que 2 483 grammes d’argile à 290 degrés réduirait l’amplitude vectorielle 1x de 10% et 20% de gate d’au moins 50%.
Les résultats de la masse d’essai observés à la Figure 3 indiquent que les vecteurs 1x à toutes les charges sont dans la cible de déplacement, sauf le vecteur guide/poussée 1x à la porte de 10%.
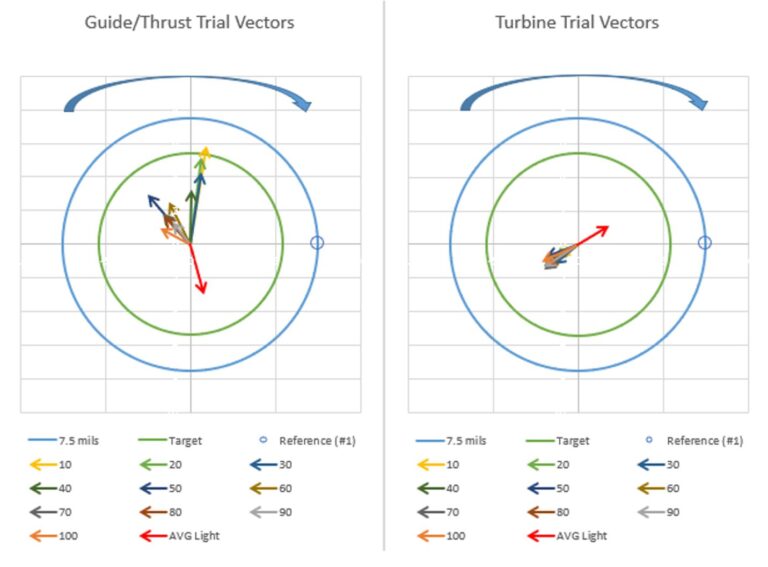
Fig. 3 – Vecteurs d’essai 1x
Puisque le vecteur guide/poussée 1x n’est au-dessus de la cible que d’environ 10%, il a été décidé de retirer le poids d’essai, puis d’attacher et souder un poids en acier permanent au rotor du générateur.
Le poids final a finalement fourni 2 457 grammes d’acier à 289 degrés en raison de la limitation de la fabrication des installations éloignées. Les vecteurs « As-Left » 1x après l’ajout du poids final sont présentés à la Figure 4 et ils sont tous à l’intérieur de la cible de déplacement.
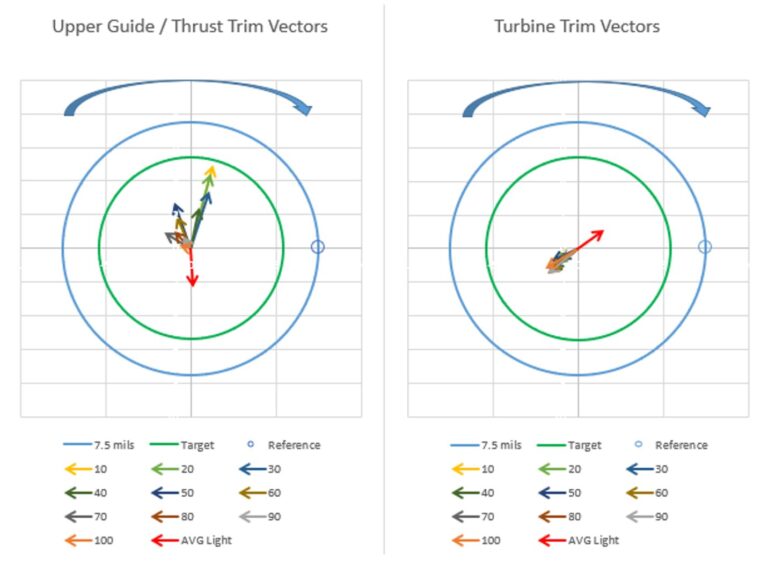
Fig. 4 – Trim ou validation des vecteurs 1x, « As-Left »
Conclusions
La qualité d’équilibre « As-Left » pour le vecteur moyen correspond à G2,5, qui est meilleur que G6,3 recommandé (Référence 2). De plus, l’unité convient aux opérations sans restriction avec une surveillance appropriée (Référence 1).
Références
- Vibrations mécaniques – Mesure et évaluation des vibrations des machines – Partie 5 : Ensembles de machines dans des usines de production d’énergie hydraulique et de pompage-stockage, ISO 20816-5:2018
- Vibration mécanique – Équilibrage des rotors – Partie 11 : Procédures et tolérances pour les rotors à comportement rigide, ISO 21940-11:2016.
Matthew Holmes, P.Eng.
Matthew Holmes, P.Eng., est spécialiste des vibrations de catégorie 3 (CMVA et VI) et ingénieur professionnel (Nouvelle-Écosse) avec 25 ans d’expérience en gestion d’actifs et diagnostics pour plusieurs secteurs industriels (y compris la production d’électricité, la fabrication, les navires maritimes, l’aérospatiale, les systèmes d’armes militaires). Matthew est actuellement directeur de division de l’équipe d’ingénierie de fiabilité d’Acuren, soutenant les clients d’Acuren, sur place et à distance partout en Amérique du Nord.



