
Problème
Lors d’un retournement dans une centrale à gaz, des tests de pression étaient effectués sur le côté de la coque d’un condenseur de soufre (le « récipient »). Le récipient a été accidentellement surpressé à 5,3 fois sa pression maximale autorisée (MAWP). Un nouveau navire aurait coûté plus d’un million de dollars et aurait pris plus de 6 mois à construire. Acuren a réalisé le niveau 3 API 579-ASME FFS-1 Aptitude au service, suivi de différentes techniques d’EMI, des tests de dureté et des jauges de contrainte lors d’un test de pression. Nous avons travaillé en étroite collaboration avec le régulateur et le client pour finalement remettre le navire en service.
Ce travail a été effectué en situation d’urgence. Si l’équipe n’avait pas réussi à remettre le navire en service, le client aurait dû brûler une quantité importante de gaz, ce qui aurait été préjudiciable, coûteux et risquait d’exiger un arrêt complet de l’usine.
L’actif impliqué était un condenseur de soufre. Un condenseur de soufre est installé en aval de chaque réacteur catalytique pour condenser et permettre la séparation du soufre élémentaire avant d’entrer dans le réacteur catalytique suivant. C’est un actif critique et sans lui, tout le gaz acide d’alimentation devrait potentiellement être brûlé.
Acuren Solution
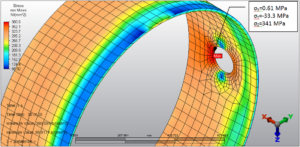
Le client a contacté notre équipe immédiatement après l’incident. Nous avons collaboré avec le client, le régulateur et nos ingénieurs pour déterminer une voie à suivre. Une évaluation d’aptitude au service (FFS-1) de niveau 3 API 579/ASME (« API 579 ») des composants affectés du navire a été réalisée et des inspections subséquentes ont été effectuées.
Les modes de défaillance suivants ont été considérés lors de notre évaluation :
- Distorsion de forme de la coque, des buses, des plaques tubulaires et des tubes de l’échangeur de chaleur
- Défaillance due à l’effondrement du plastique
- Défaillance locale
- Potentiel de fissures
- Flambement des tubes d’échangeur de chaleur
- Déformation des plaques tubulaires
800 000 $ d’économies financières et zéro temps d’arrêt de l’usine.
Technique
Inspections :
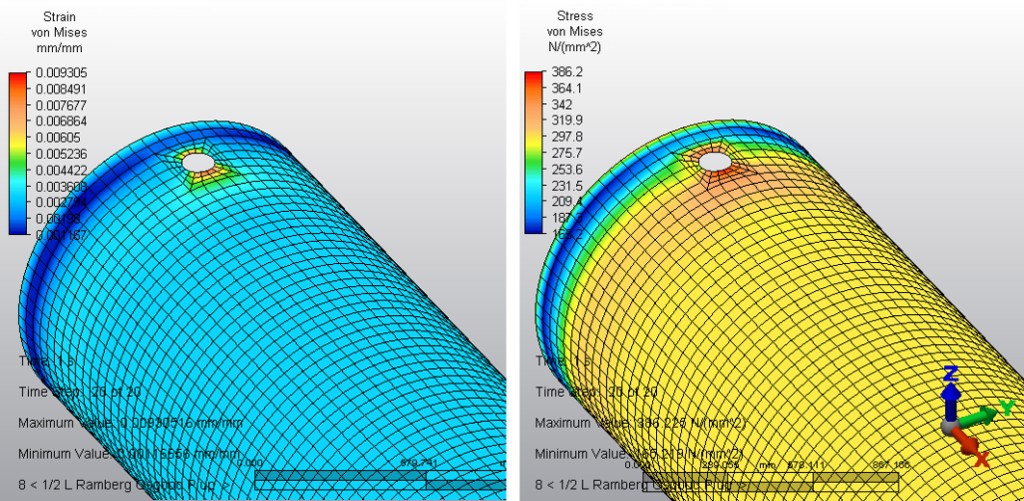
À la fin de l’évaluation d’ingénierie Aptitude à Serivice, les inspections suivantes ont été prescrites selon les résultats de l’analyse par éléments finis (FEA) :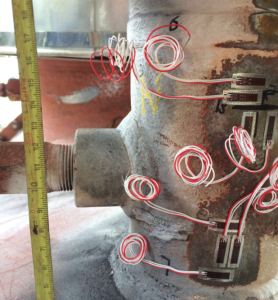
- Relevés de dureté (pour confirmer le grade) : confirmé
- MPI sur toutes les soudures : aucune indication trouvée
- Mesure du diamètre de la coquille : renflement potentiel au centre
- Rectitude de la coque : acceptable
- Test de fuite : réussi
- Jauge à cadran : déflexion de la tôle tubulaire
Qualifications :
- Ingénieur professionnel
- CGSB MT II
Durée du projet :
- 3 semaines
Valeur
Acuren est l’entreprise de référence pour nos clients en cas d’urgence. Nous avons prouvé à maintes reprises que nos experts disposent de tous les outils et de l’expérience nécessaires pour effectuer différents niveaux de FFS API 579, ainsi que l’évaluation des fissures basée sur BS7608, ASTM E 1049, BS 7910, PRCI NG 18, CSA Z662 Annexe K. Les régulateurs accordent un grand respect à notre travail et à notre expertise, ce qui facilite les approbations dans des cas complexes.
Nous avons pu générer des économies pour ce client de plusieurs façons :
- Économies de 800 000 $
- Zéro temps d’arrêt de l’usine
- Réduction de l’impact environnemental en éliminant l’inflammation du système vers l’environnement
Acuren offre des essais non destructifs, inspections, services d’ingénierie et d’accès par corde de pointe, dispensés dans 90 emplacements et avec 4 000 employés à travers l’Amérique du Nord et le Royaume-Uni.
Pour parler à notre équipe de ce projet ou pour savoir comment nous pouvons vous aider à résoudre vos défis complexes, veuillez appeler le 1-800-218-7450 ou nous envoyer un courriel.
Accédez au PDF de ce projet en cliquant sur l’image :

